15913833437@139.com
15913833437@139.com 15913833437
15913833437



|

- 起订量 (千克)价格
- 25-100¥18.88 /千克
- ≥100¥18 /千克
- 品牌:日本三菱
- 货号:02
- 发布日期: 2024-04-27
- 更新日期: 2025-12-24
| 品牌 | 日本三菱 |
| 货号 | 02 |
| 用途 | 电子配件 |
| 牌号 | GSH2020SR 9920A |
| 型号 | GSH2020SR 9920A |
| 品名 | PC |
| 外形尺寸 | 25 |
| 厂家 | 三菱 |
| 是否进口 | 是 |
Iupilon GSH2020SR 9920A PC耐温性
产品说明:Iupilon GSH2020SR 9920A是一种聚碳酸酯(PC)材料,含有的填充物为20% 玻璃纤维增强材料。加工方式为:注射成型。 Iupilon GSH2020SR 9920A的主要特性为:阻燃/额定火焰。典型应用领域为:电气/电子应用
聚碳酸酯PC 塑料是分子链中含有碳酸酯基的高分子聚合物,属工程塑料。是一种强韧性的热塑性树脂,碳酸本身不稳定,但是其衍生物(如:尿素、碳酸盐、碳酸醋都有一定稳定性。耐温范围;-45-135℃,无色透明、耐热、抗冲击、普通使用温度内机械性能良好,折射宰高,加工性能好,不需要添加剂就有V0级阻燃性。比 PMMA 价格高,耐磨性较差,一些用于易磨损用途的器件需要对表面进行特味处理。
应用领域及特点:目前推出了光盘、汽车、办公设备、箱体、包装、医药、照明等多种产品各自有品级牌号.
用于建材:透光性、抗冲击性、耐智射、尺寸稳定性、良好的成型加工性;用于汽车制造工业:抗冲击性、耐热畸变性、耐候性好,硬度高,主要用于汽车照明系统、仪表盘、加热板、除霜器、用合金制保*杠
用于生产医疗器械:可经受蒸气、清洗剂、加热、辐射消毒且不发黄,物性稳定。如:血液透析设备、高压注射器、手术面罩、一次性牙科用具、血液分离器。
用于包装:可重复消毒使用,完全取代玻璃瓶,质量轻、抗冲击性、透明性好,耐热水,腐蚀性溶剂且保持透明性;
用于航空航天:飞机部件、宇宙飞船部件《玻纤维加强)、宇航员防护用品;
用于电子电器:耐温性、耐候性、电绝缘性良好,阻燃、尺寸稳定性好,如:电动工具外壳、机体、支架、冰箱抽屉、吸尘器零件、电脑电视部件
用于光学:高透明性、高折射率、高抗冲击性、尺寸稳定性
聚碳酸酯(PC)是一种线型聚合物,是五大通用工程塑料中惟一具有良好透明性的热塑性工程塑料,可见光的透过率可达90%。聚碳酸酯具有突出的抗冲击、耐蠕变性能,较高的拉伸强度、弯曲强度、断裂伸长率和刚性,并具有较高的耐热性和耐寒性,综合性能优良,也可与其他树脂共混形成共混物或合金,改善其抗溶剂性和耐磨性,在六大工程塑料消费量中仅次于聚酰胺(PA)。近年来由于生产工艺和技术的提高,聚碳酸酯材料在性能完善和个性化设计方面取得了更快的进展,聚碳酸酯制品的应用已渗透到汽车、建筑、医学、服装等行业之中。主要应用领域有光盘片、汽车零部件、建筑采光材料、包装材料、眼镜、PC 针剂管、游泳池底部自照明系统、太阳能采集系统、高清晰大型电视屏幕、纺织品中可进行织物材料识别的芯片标记纤维等
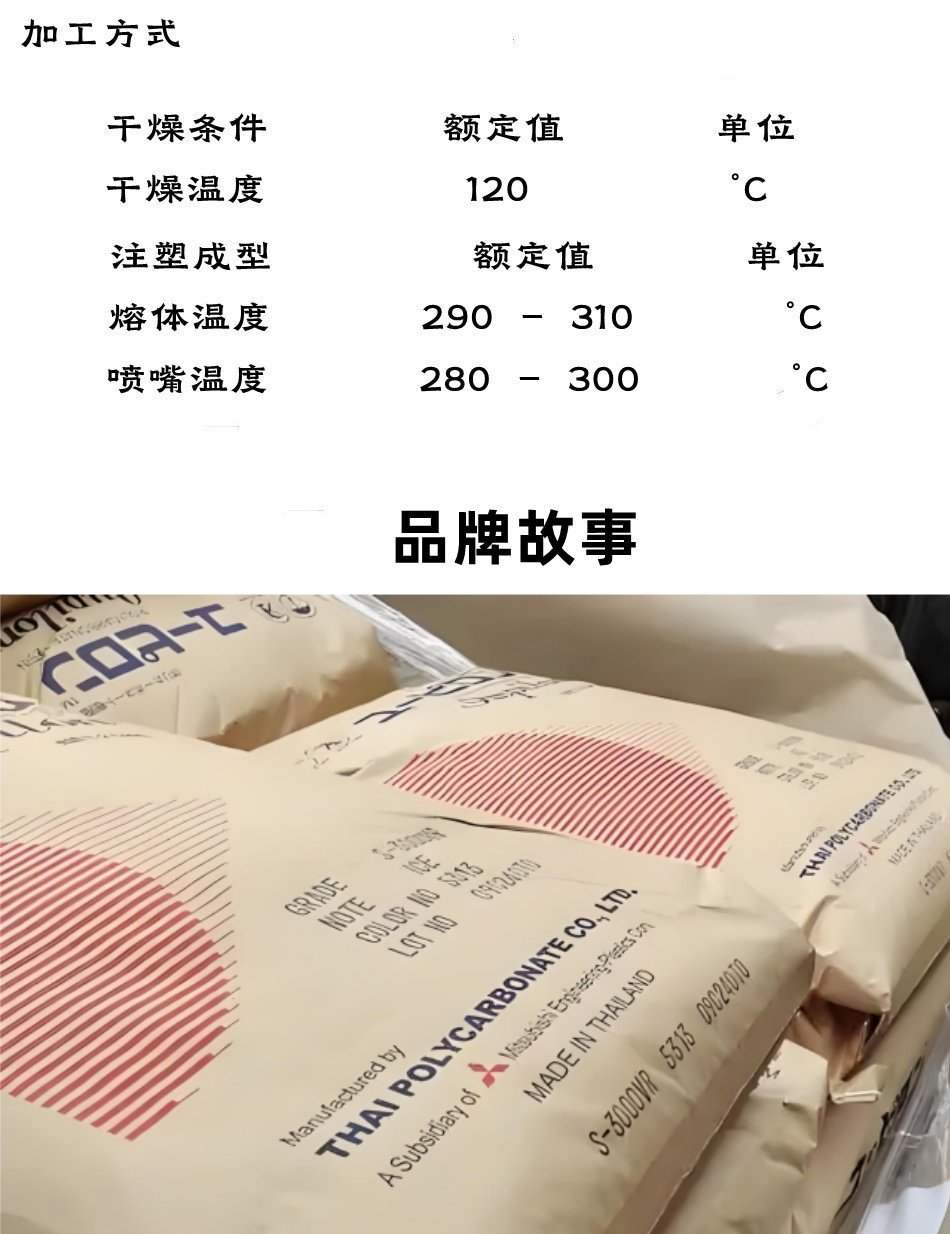
PC树脂一般通过热可塑成形方法(射出成形、射出压缩成形、挤出成形、吹塑成形、拉拔(Pultrusion)成形等)进行成形。具有代表性的成形方法是射出成形。因PC树脂的高分子链包含了酸酯键,当与水分共同被加热时,会发生加水分解,这样,除了会见到伴随着物性、尤其是分子量的降低而导致耐冲击强度降低外,外观上也会产生银条(银纹)或空隙(气泡)等,因此,在成形前必须进行干燥。具体来说,建议在120度的条件下热风干燥4~5小时以上,使得粒子中的吸水率处于0.015~0.020%以下。
1.耐冲击性佳。
2.高度透明性。
3.使用温度范围广: -40到120度。
4.精密成形性能佳、成型尺寸稳定。
5.超高自熄性能。
6.超耐候性。
7.电气绝缘特性佳。
聚碳酸酯树脂特长:耐冲击性、耐热性、透明性、尺寸安定性、阻燃性、耐候性、耐光性、无毒性、电气绝缘性
PC树脂一般通过热可塑成形方法(射出成形、射出压缩成形、挤出成形、吹塑成形、拉拔(Pultrusion)成形等)进行成形。具有代表性的成形方法是射出成形。因PC树脂的高分子链包含了碳酸酯键,当与水分共同被加热时,会发生加水分解,这样,除了会见到伴随着物性、尤其是分子量的降低而导致耐冲击强度降低外,外观上也会产生银条(银纹)或空隙(气泡)等,因此,在成形前必须进行干燥。具体来说,建议在120度的条件下热风干燥4~5小时以上,使得粒子中的吸水率处于0.015~0.020%以下。
PC树脂一般通过热可塑成形方法(射出成形、射出压缩成形、挤出成形、吹塑成形、拉拔(Pultrusion)成形等)进行成形。具有代表性的成形方法是射出成形。因PC树脂的高分子链包含了酸酯键,当与水分共同被加热时,会发生加水分解,这样,除了会见到伴随着物性、尤其是分子量的降低而导致耐冲击强度降低外,外观上也会产生银条(银纹)或空隙(气泡)等,因此,在成形前必须进行干燥。具体来说,建议在120度的条件下热风干燥4~5小时以上,使得粒子中的吸水率处于0.015~0.020%以下。
|
Iupilon GSH2010LR Y082 |
PC |
优良外观 |
相机应用 |
|
Iupilon GSH2010PH |
PC |
抗撞击性,高 |
手机 |
|
Iupilon GSH2010R2 |
PC |
|
|
|
Iupilon GSH2010SR 9920A |
PC |
|
相机应用 |
|
Iupilon GSH2020DF |
PC |
低翘曲性 |
|
|
Iupilon GSH2020DR 9913A |
PC |
优良外观 |
相机应用 |
|
Iupilon GSH2020DT 9010 |
PC |
流动性高 |
相机应用 |
|
Iupilon GSH2020KR |
PC |
流动性高 |
|