15913833437@139.com
15913833437@139.com 15913833437
15913833437


|


- 起订量 (千克)价格
- 25-100¥18.88 /千克
- ≥100¥18 /千克
- 品牌:日本三菱
- 货号:02
- 发布日期: 2024-04-27
- 更新日期: 2025-12-24
| 品牌 | 日本三菱 |
| 货号 | 02 |
| 用途 | 电子配件 |
| 牌号 | GSH2030KR |
| 型号 | GSH2030KR |
| 品名 | PC |
| 外形尺寸 | 25 |
| 厂家 | 三菱 |
| 是否进口 | 是 |
Iupilon GSH2030KR PCR流动性高
三菱PC Iupilon GSH2030KR流动性高
Iupilon/NOVAREX/XANTAR是三菱工程塑料株式会社研究开发成功的聚碳酸酯,在市场上已有好多年历史。 被广泛地用于各种工业生产,如运动器械、器械、汽车部件、光学仪器、机械、办公自动化设备和电子设备,获得了客户的广泛信赖和支持。 三菱工程塑料株式会社以自身力量研发成功的同时更提供了的技术服务和丰富产品技术资料。
聚碳酸酯树脂的特点:
耐冲击性佳
高度透明性
使用温度范围广: -40到120
精密成形性能佳、成型尺寸稳定
超高自熄性能
超耐候性
电气绝缘特性佳
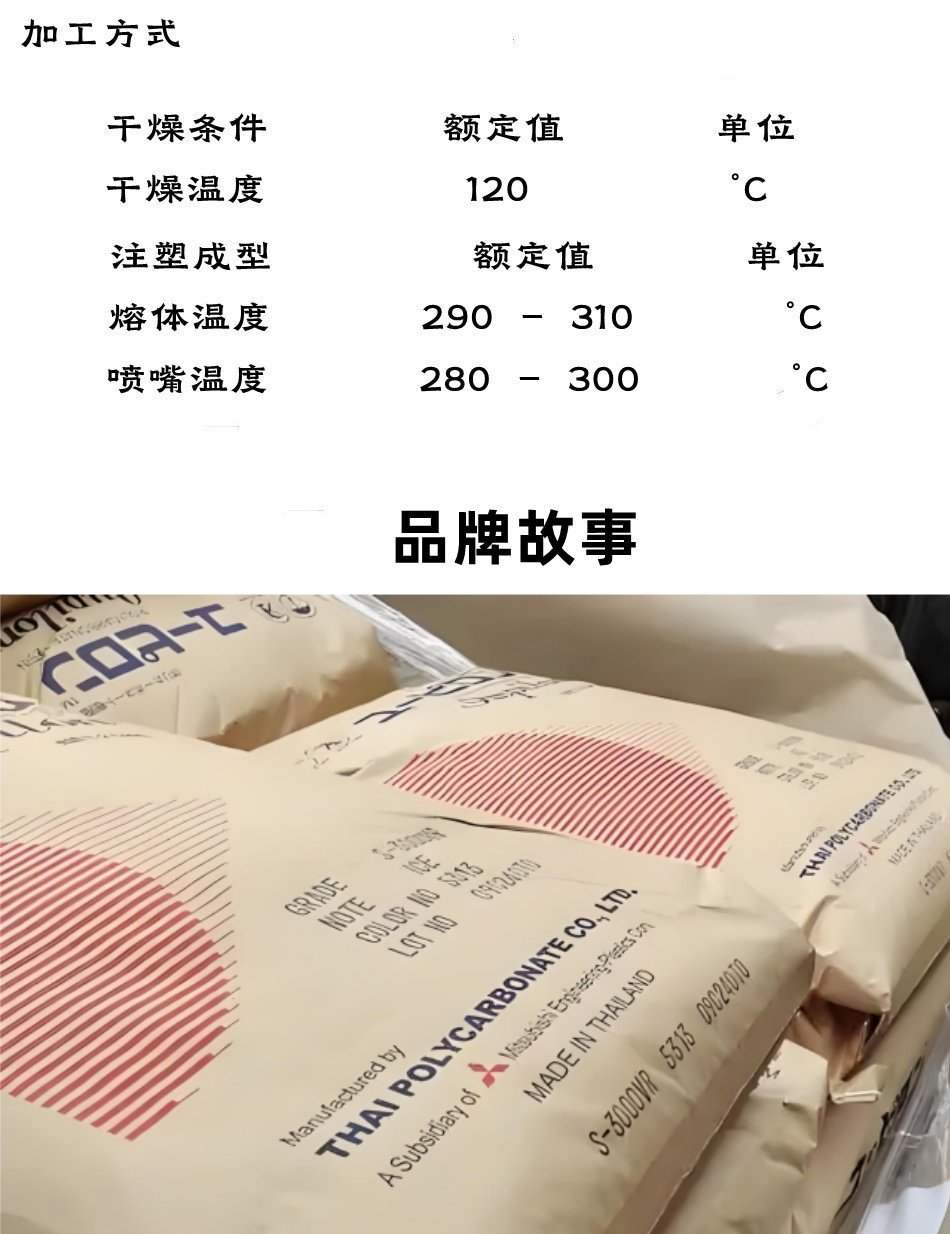
PC树脂使用上的建议PC树脂的成形和干燥条件
PC树脂一般通过热可塑成形方法(射出成形、射出压缩成形、挤出成形、吹塑成形、拉拔(Pultrusion)成形等)进行成形。具有代表性的成形方法是射出成形。因PC树脂的高分子链包含了碳酸酯键,当与水分共同被加热时,会发生加水分解,这样,除了会见到伴随着物性、尤其是分子量的降低而导致耐冲击强度降低外,外观上也会产生银条(银纹)或空隙(气泡)等,因此,在成形前必须进行干燥。具体来说,建议在120℃的条件下热风干燥4~5小时以上,使得粒子中的吸水率处于0.015~0.020%以下。
PC树脂与其他透明材料的比较
如果将PC树脂与通用的透明材料的无机玻璃进行比较,虽然在硬度、弹性率、耐热性、耐溶剂性等方面处于劣势,但是具有比重小、可以通过射出成形或挤出成形进行简单地成形、不会轻易就裂开、上色容易等这些树脂才有的优点。
另一方面,如果和代表性透明树脂的丙烯酸树脂(PMMA树脂)比较,如下表所示,PC树脂在耐冲击性、耐热性、吸水率(因吸水尺寸变化的指标)、进而在自我灭火性方面更胜一筹,但在高透明性这一点上,PMMA树脂则更好。
另外,PC树脂因为在分子结构中有苯环(吸收近紫外光),有时会因为长期暴露在日光等含有紫外线的光中而出现泛黄或脆化。进而,在有些成形条件下,会明显出现光学上的异向性,另外,因为高分子链的重复单位(单体单位)的结构中拥有碳酸酯键(-OCOO-),在碱性或湿热条件下使用,会因为加水分解而使得性能降低,在这一点上也必须注意。
树脂 耐冲击性1)
(J/m)
负荷挠曲温度2)
(°C)
吸水率3)
(%)
PC树脂 640~960 121~132 0.15
PMMA树脂 11~21 68~100 0.1~0.4
PC树脂在射出成形时应考虑的事项
现在,按照PC树脂射出成形的条件要素,对基本的考虑方法进行说明。
成形温度:一般设定为260~320℃。成形温度越高熔融树脂的流动性越好,在模具内的填充性(尤其是对肉厚薄的部位的填充性)也越好。但与此相反,还应考虑成形周期,也就是树脂在成形机料管内的滞留时间,必须尽量缩短滞留,将树脂的热劣化降低到限度。
成形压力:关于射出压力和保持压力,在成形品不发生缩水(冷却时因为收缩而产生凹陷的现象)或气泡(成形品中的空隙)等情况下,尽可能设定低一点,但是,反过来,如果不将压力升高到一定程度,熔融树脂的流动性会不够充分,发生无法将模具内充填满的现象。从获得良好的成形品的观点出发,若要缩小成形收缩(相比模具的尺寸,成形品收缩变小的现象),要提高成形压力,但与此相反,从减少成形品的残留应力或确保脱模性的观点来说,则是尽可能设定为低压。
射出速度:如果加大射出速度,流动距离会增大。因此,成形品的厚度越薄,越需要大的射出速度,但与之相对,越是这样,流痕(残留在成形品表面的流动痕迹)和毛边(在模具的缝隙间树脂稍许溢出的现象)等不良越容易发生。需要针对于成形品的形状,对射出速度进行多段控制,以便同时对填充性和表面外观这两个方面进行控制。
模具温度:PC树脂射出成形的模具温度,标准为70~120℃。当模具温度低时,除了会发生填充不足、流痕等外观不良外,还容易发生成形应变(成形品内部的残留应力。这种情况发生严重的位置,会成为机械强度降低和光学性不均一的原因。)相反,如果过高,会容易与模具密着(紧贴),从而容易发生脱模不良或脱模后的变形。
上述说明的成形条件要素,每一项都有与之相反的要因,因此,是根据成形品的用途和性能等考虑形状和尺寸,以及进行模具设计(例如:流路设计、成形收缩的考虑等)。详情请参照刊载在本公司Website上的详细的技术资料。
PC树脂成形品开裂的原因
根据我公司所掌握的情况,PC树脂成形品开裂问题的原因大致可分为:成形时的分子量低下(40%)、与药品接触(40%)、经时劣化(10%)、款式或设计不当(5%)、其他(5%)。下面说明主要原因。
PC树脂一般通过热可塑成形方法(射出成形、射出压缩成形、挤出成形、吹塑成形、拉拔(Pultrusion)成形等)进行成形。具有代表性的成形方法是射出成形。因PC树脂的高分子链包含了碳酸酯键,当与水分共同被加热时,会发生加水分解,这样,除了会见到伴随着物性、尤其是分子量的降低而导致耐冲击强度降低外,外观上也会产生银条(银纹)或空隙(气泡)等,因此,在成形前必须进行干燥。具体来说,建议在120度的条件下热风干燥4~5小时以上,使得粒子中的吸水率处于0.015~0.020%以下。
PC树脂一般通过热可塑成形方法(射出成形、射出压缩成形、挤出成形、吹塑成形、拉拔(Pultrusion)成形等)进行成形。具有代表性的成形方法是射出成形。因PC树脂的高分子链包含了酸酯键,当与水分共同被加热时,会发生加水分解,这样,除了会见到伴随着物性、尤其是分子量的降低而导致耐冲击强度降低外,外观上也会产生银条(银纹)或空隙(气泡)等,因此,在成形前必须进行干燥。具体来说,建议在120度的条件下热风干燥4~5小时以上,使得粒子中的吸水率处于0.015~0.020%以下。
|
Iupilon GSH2010LR Y082 |
PC |
优良外观 |
相机应用 |
|
Iupilon GSH2010PH |
PC |
抗撞击性,高 |
手机 |
|
Iupilon GSH2010R2 |
PC |
|
|
|
Iupilon GSH2010SR 9920A |
PC |
|
相机应用 |
|
Iupilon GSH2020DF |
PC |
低翘曲性 |
|
|
Iupilon GSH2020DR 9913A |
PC |
优良外观 |
相机应用 |
|
Iupilon GSH2020DT 9010 |
PC |
流动性高 |
相机应用 |
|
Iupilon GSH2020KR |
PC |
流动性高 |
|