15913833437@139.com
15913833437@139.com 15913833437
15913833437


|



- 起订量 (千克)价格
- 25-100¥18.88 /千克
- ≥100¥18 /千克
- 品牌:日本三菱
- 货号:02
- 发布日期: 2024-04-27
- 更新日期: 2025-12-25
| 品牌 | 日本三菱 |
| 货号 | 02 |
| 用途 | 电子配件 |
| 牌号 | LGH2410M |
| 型号 | LGH2410M |
| 品名 | PC |
| 外形尺寸 | 25 |
| 厂家 | 三菱 |
| 是否进口 | 是 |
Iupilon LGH2410M PC耐磨损
Iupilon LGH2410M是一种聚碳酸酯(PC)材料,含有的填充物为10% 玻璃纤维增强材料 和 20% 填料。加工方式为:注射成型。
Iupilon LGH2410M的主要特性有:阻燃/额定火焰,耐磨损性。
聚碳酸酯(PC)是一种线型聚合物,是五大通用工程塑料中惟一具有良好透明性的热塑性工程塑料,可见光的透过率可达90%。聚碳酸酯具有突出的抗冲击、耐蠕变性能,较高的拉伸强度、弯曲强度、断裂伸长率和刚性,并具有较高的耐热性和耐寒性,综合性能优良,也可与其他树脂共混形成共混物或合金,改善其抗溶剂性和耐磨性,在六大工程塑料消费量中仅次于聚酰胺(PA)。近年来由于生产工艺和技术的提高,聚碳酸酯材料在性能完善和个性化设计方面取得了更快的进展,聚碳酸酯制品的应用已渗透到汽车、建筑、医学、服装等行业之中。主要应用领域有光盘片、汽车零部件、建筑采光材料、包装材料、眼镜、PC 针剂管、游泳池底部自照明系统、太阳能采集系统、高清晰大型电视屏幕、纺织品中可进行织物材料识别的芯片标记纤维等。
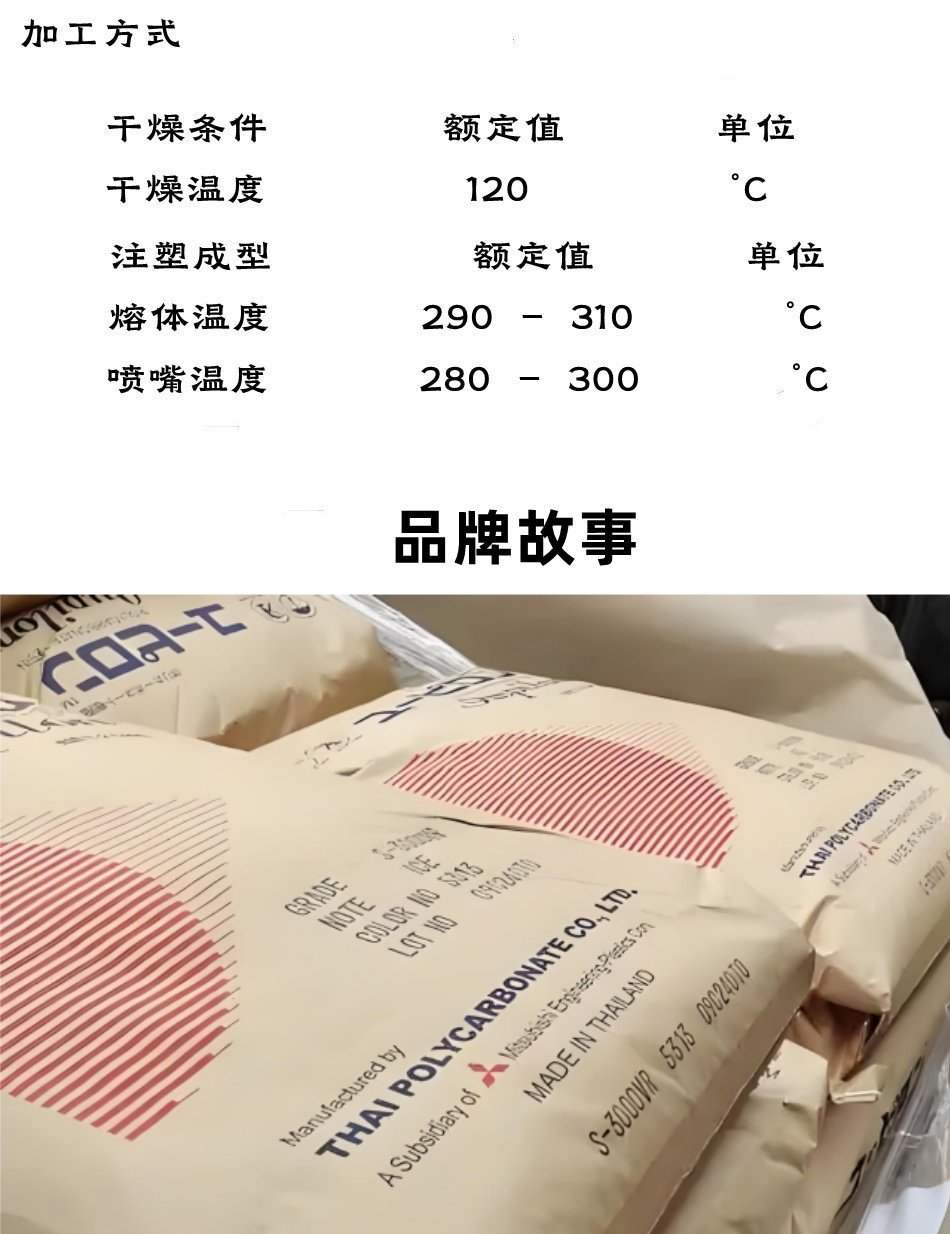
PC树脂一般通过热可塑成形方法(射出成形、射出压缩成形、挤出成形、吹塑成形、拉拔(Pultrusion)成形等)进行成形。具有代表性的成形方法是射出成形。因PC树脂的高分子链包含了碳酸酯键,当与水分共同被加热时,会发生加水分解,这样,除了会见到伴随着物性、尤其是分子量的降低而导致耐冲击强度降低外,外观上也会产生银条(银纹)或空隙(气泡)等,因此,在成形前必须进行干燥。具体来说,建议在120℃的条件下热风干燥4~5小时以上,使得粒子中的吸水率处于0.015~0.020%以下。
聚碳酸酯(简称PC)是分子链中含有碳酸酯基的高分子聚合物,根据酯基的结构可分为脂肪族、芳香族、脂肪族-芳香族等多种类型。其中由于脂肪族和脂肪族-芳香族聚碳酸酯的机械性能较低,从而限制了其在工程塑料方面的应用。目前仅有芳香族聚碳酸酯获的了工业化生产。由于聚碳酸酯结构上的特殊性,现已成为五大工程塑料中增长速度 的通用工程塑料。
PC是几乎无色的玻璃态的无定形聚合物,有很好的光学性。PC高分子量树脂有很高的韧性,悬臂梁缺口冲击强度为600~900J/m,未填充牌号的热变形温度大约为130°C ,玻璃纤维增强后可使这个数值增加10°C 。PC的弯曲模量可达2400MPa以上,树脂可加工制成大的刚性制品。低于100°C 时,在负载下的蠕变率很低。PC有较好的耐水解性,但不能用于重复经受高压蒸汽的制品。
如果将PC树脂与通用的透明材料的无机玻璃进行比较,虽然在硬度、弹性率、耐热性、耐溶剂性等方面处于劣势,但是具有比重小、可以通过射出成形或挤出成形进行简单地成形、不会轻易就裂开、上色容易等这些树脂才有的优点。
另一方面,如果和代表性透明树脂的丙烯酸树脂(PMMA树脂)比较,如下表所示,PC树脂在耐冲击性、耐热性、吸水率(因吸水尺寸变化的指标)、进而在自我灭火性方面更胜一筹,但在高透明性这一点上,PMMA树脂则更好。
另外,PC树脂因为在分子结构中有苯环(吸收近紫外光),有时会因为长期暴露在日光等含有紫外线的光中而出现泛黄或脆化。进而,在有些成形条件下,会明显出现光学上的异向性,另外,因为高分子链的重复单位(单体单位)的结构中拥有碳酸酯键(-OCOO-),在碱性或湿热条件下使用,会因为加水分解而使得性能降低,在这一点上也必须注意。
PC树脂在射出成形时应考虑的事项
PC聚碳酸酯是五大通用工程塑料之一,其产量和消费量居工程塑料首位。其综合性能优异,尤其具有突出的抗冲击性、透明性和尺寸稳定性,优良的机械强度和电绝缘性,较宽的使用温度范围(—60~120℃)等,是其它通用工程塑料无法比拟的。因此自从工业化以来,颇受人们的青睐。目前 上聚碳酸酯产能已达250万~280万吨,年需求量为300万吨左右,已在国民经济各个领域,包括电子、电气、汽车、建筑、办公机械、包装、运输器械、医疗保安、日用百货、食品等部门内获得了普遍应用,并呈现出不断扩大的。势头
PC树脂一般通过热可塑成形方法(射出成形、射出压缩成形、挤出成形、吹塑成形、拉拔(Pultrusion)成形等)进行成形。具有代表性的成形方法是射出成形。因PC树脂的高分子链包含了酸酯键,当与水分共同被加热时,会发生加水分解,这样,除了会见到伴随着物性、尤其是分子量的降低而导致耐冲击强度降低外,外观上也会产生银条(银纹)或空隙(气泡)等,因此,在成形前必须进行干燥。具体来说,建议在120度的条件下热风干燥4~5小时以上,使得粒子中的吸水率处于0.015~0.020%以下。
|
Iupilon LGH2410M |
PC |
耐磨损性良好 |
|
|
Iupilon LSH2010 |
PC |
耐磨损性良好 |
|
|
Iupilon LSH2020 |
PC |
耐磨损性良好 |
|
|
Iupilon LSH2030 |
PC |
耐磨损性良好 |
|
|
Iupilon MB1700 |
PC ABS |
阻燃性 |
|
|
Iupilon MB1800 |
PC ABS |
|
|
|
Iupilon MB2105 |
PC 聚酯 |
耐化学性良好 |
|
|
Iupilon MB2112 |
PC 聚酯 |
耐化学性良好 |
|
|
Iupilon MB2112N |
PC 聚酯 |
耐化学性良好;阻燃性 |
|