15913833437@139.com
15913833437@139.com 15913833437
15913833437



|


- 起订量 (千克)价格
- 25-100¥18.88 /千克
- ≥100¥18 /千克
- 品牌:日本三菱
- 货号:02
- 发布日期: 2024-04-28
- 更新日期: 2025-12-25
| 品牌 | 日本三菱 |
| 货号 | 02 |
| 用途 | 电子配件 |
| 牌号 | S-1000 |
| 型号 | S-1000 |
| 品名 | PC |
| 外形尺寸 | 25 |
| 厂家 | 三菱 |
| 是否进口 | 是 |
Iupilon S-1000 PC粘度高
PC/ABS是一种通PC/ABS(工程塑料合金),聚碳酸酯和丙烯腈-丁二烯-苯乙烯共聚物和混合物,是由聚碳酸酯(Polycarbonate)和聚丙烯腈(ABS)合并而成的热可塑性塑胶,结合了两种材料的优异特性,ABS材料的成型性和PC的机械性、冲击强度和耐温、抗紫外线(UV)等性质,可广泛使用在汽车内部零件、商务机器、通信器材、家电用品及照明设备上。在化工业的中文名字叫塑料合金,之所以命名为PC/ABS,是因为这种材料既具有PC树脂的优良耐热耐候性、尺寸稳定性和耐冲击性能,又具有ABS树脂优良的加工流动性。所以应用在薄壁及复杂形状制品,能保持其优异的性能,以及保持塑料与一种酯组成的材料的成型性。过混炼后合成的改性工程塑料。其中,PC就是聚碳酸脂,ABS就是丙烯腈(A)、丁二烯(B)和苯乙 烯(S)的共聚物。这种改性塑料比单纯的PC和ABS性能更好,例如:抗冲击性提高,耐热性提高,硬度提高等等。
Iupilon? S-1000 物性表
基本信息
特性
粘度,高
形式
粒子
加工方法
注射成型
物理性能 额定值 单位制 测试方法
密度 1.20 g/cm3 ISO 1183
熔流率(熔体流动速率)(300°C/1.2 kg) 7.5 g/10 min ISO 1133
溶化体积流率(MVR)(300°C/1.2 kg) 7.10 cm3/10min ISO 1133
收缩率
垂直流动方向 : 3.20 mm 0.50 到 0.70 %
流动方向 : 3.20 mm 0.50 到 0.70 %
吸水率(饱和, 23°C) 0.24 % ISO 62
机械性能 额定值 单位制 测试方法
拉伸模量 2400 MPa ISO 527-2
拉伸应力(屈服) 60.0 MPa ISO 527-2
拉伸应变(屈服) 5.5 % ISO 527-2
标称拉伸断裂应变 110 % ISO 527-2
弯曲模量 2300 MPa ISO 178
弯曲应力 93.0 MPa ISO 178
冲击性能 额定值 单位制 测试方法
简支梁缺口冲击强度(23°C) 84 kJ/m2 ISO 179
简支梁无缺口冲击强度(23°C) 无断裂 ISO 179
热性能 额定值 单位制 测试方法
热变形温度
0.45 MPa, 未退火 145 °C ISO 75-2/B
1.8 MPa, 未退火 131 °C ISO 75-2/A
线形热膨胀系数 ISO 11359-2
流动 6.5E-5 cm/cm/°C ISO 11359-2
横向 6.6E-5 cm/cm/°C ISO 11359-2
电气性能 额定值 单位制 测试方法
表面电阻率 6.0E+15 ohms IEC 60093
体积电阻率 3.0E+16 ohms·cm IEC 60093
介电强度 IEC 60243-1
1.00 mm 31 kV/mm IEC 60243-1
3.00 mm 18 kV/mm IEC 60243-1
相对电容率 IEC 60250
100 Hz 3.10 IEC 60250
1 MHz 3.10 IEC 60250
耗散因数 IEC 60250
100 Hz 6.0E-4 IEC 60250
1 MHz 9.0E-3 IEC 60250
相比耐漏电起痕指数(CTI) PLC 2 UL 746
补充信息
S-1000V(R): V-2S-1000R: Mold ReleaseS-1000U(R): UV StabilizedS-1001(R): FDA compliant
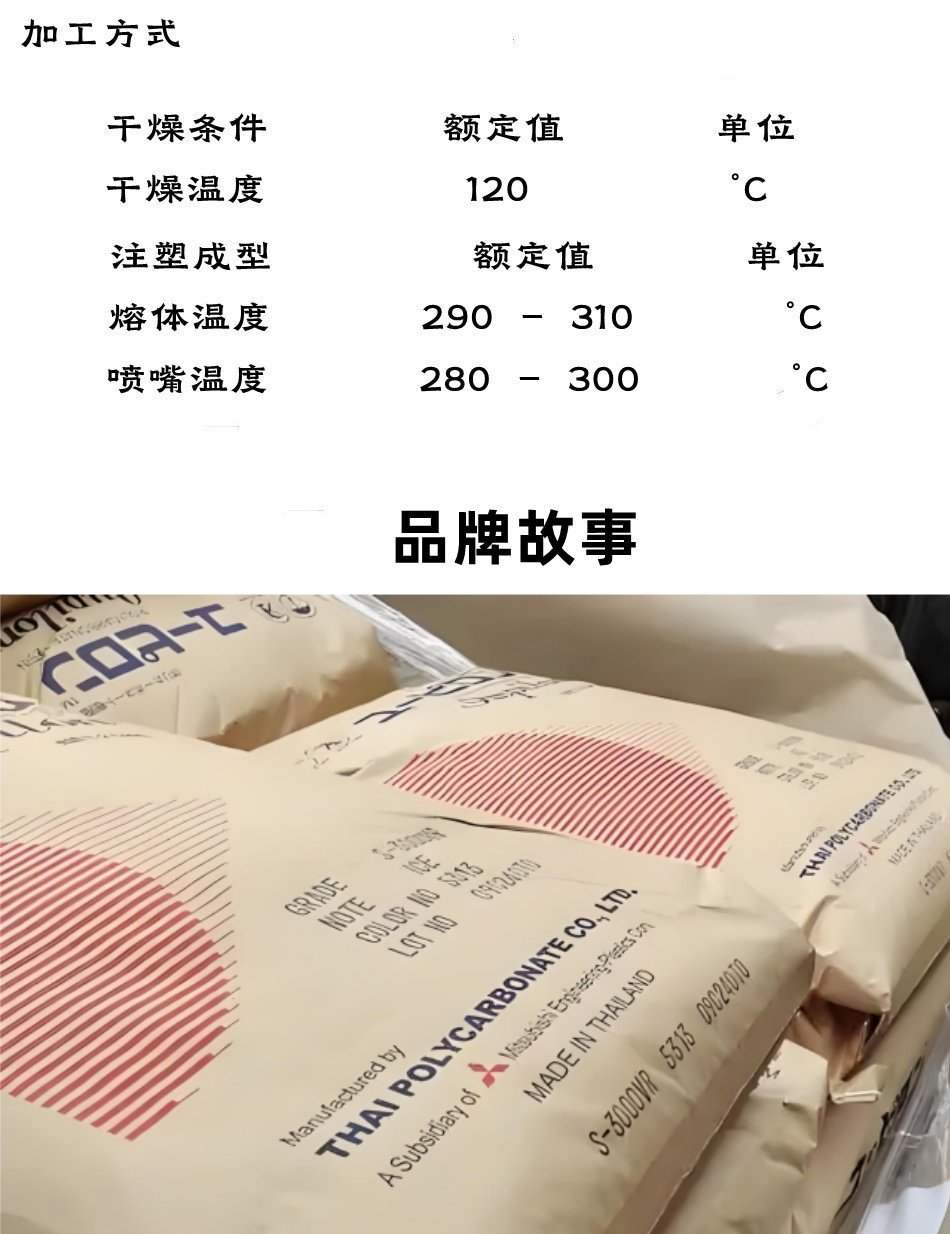
注射 额定值 单位制
干燥温度 120 °C
干燥时间 4.0 到 8.0 hr
料筒后部温度 260 到 280 °C
料筒中部温度 270 到 290 °C
料筒前部温度 280 到 310 °C
射嘴温度 280 到 310 °C
模具温度 80.0 到 110 °C
注塑压力 50.0 到 150 MPa
PC/ABS的的特点;
1. 如成形耐热级或阻燃级材料,生产3-7天后模具表面会残存塑料分解物,导致模具表面发亮,需对模具及时进行清理,同时模具表面需增加排气位置。
2. 如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法。
3、无定形料,流动性中等,吸湿大,必须充分干燥,表面要求光泽的塑件须长时间预热干燥80-90度,3小时.
4、宜取高料温,高模温,但料温过高易分解(分解温度为>270度).对精度较高的塑件,模温宜取50-60度,对高光泽.耐热塑件,模温宜取60-80度.
PC/ABS 注塑模工艺条件:
加工前的干燥处理是必须的。湿度应小于0.04%,建议干燥条件为90~110C,2~4小时。熔化温度: 230~300C。模具温度:50~100C。注射压力:取决于塑件。注射速度:尽可能地高。
化学和物理特性: PC/ABS具有PC和ABS两者的综合特性。例如ABS的易加工特性和PC的优良机械特性和热稳定性。二者的比率将影响PC/ABS材料的热稳定性。PC/ABS这种混合材料还显示了 的流动特性。收缩率在0.5%左右。
聚碳酸酯/丙烯腈丁二烯苯乙烯(PC / ABS)的无定形热塑性塑料共混高冲击结合易于与低温塑性加工。凭借优良的耐冲击性,耐热性和 美学着色效果,Cycoloy树脂共混物可以定制以足特定的性能要求,以帮助平衡性能, 和processability.Cycoloy树脂共混提供优良的设计解决方案时的外观和耐久性都非常重要。
聚碳酸酯/丙烯腈丁二烯苯乙烯(PC / ABS)的无定形热塑性塑料共混高冲击结合易于与低温塑性加工。凭借优良的耐冲击性,耐热性和 美学着色效果,Cycoloy树脂共混物可以定制以满足特定的性能要求,以帮助平衡性能, 和processability.Cycoloy树脂共混提供优良的设计解决方案时的外观和耐久性都非常重要。
如未找到您合适的型号,或者有工程技术方面的疑问,欢迎来电来人至我公司咨询,本公司工作人员竭诚为您服务!
|
日本三菱(Iupilon)PC系列 |
学名 |
性能 |
应用 |
|
Iupilon CFH2010 |
PC |
|
|
|
Iupilon CFH2020 |
PC |
|
|
|
Iupilon CFH2030 |
PC |
|
|
|
Iupilon CGH1010R2 |
PC |
|
|
|
Iupilon CGH1020KR |
PC |
流动性高 |
|
|
Iupilon CGH2010KR |
PC |
流动性高 |
|
|
Iupilon CLS1000 |
PC |
粘度,高 |
眼镜;镜头 |
|
Iupilon CLS3400 |
PC |
低粘度 |
眼镜;镜头 |
|
Iupilon CLS400 |
PC |
粘度,高 |
眼镜;镜头 |
|
Iupilon CLV1000 |
PC |
粘度,高 |
眼镜;镜头 |
|
Iupilon DH3002R |
PC |
|
|